Ozone Dissolved Water Machine

Specifications

Features
- Adjustable Ozone Concentration
- Instant High Concentration Ozone (Constant & Stable)
- Portable
Advantages:
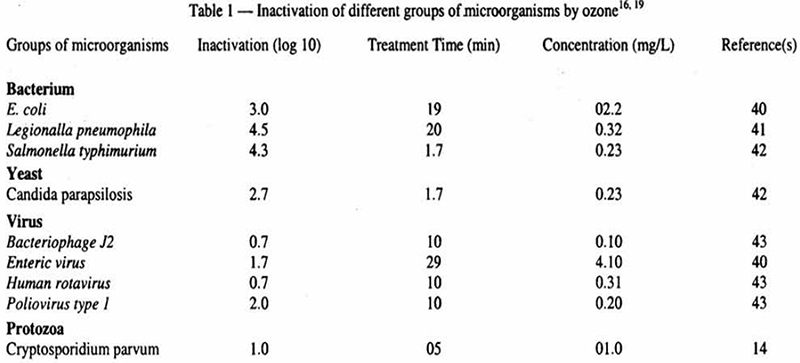
Ozone is effective in decreasing the following:
- Microbial Load
- Level of toxic organic compounds
- Biological oxygen demand in the entvironment
With these, it reduces the accumulation of organic waste in the environment. Being powerfull oxidizing agent (1.5 stronger than chlorine), it is viable disinfectant for ensuring the microbiological safety and quality of food products.
Ozone technology
Offers many advantages, and water treated with ozone can be effectively reused requiring limited filtration. Ozonated water can be used anywhere in a packing or processing plant. Anywhere you’re running water through pipes, you can use low-level ozonated water. You can use higher levels of ozonated water in cleaning off equipment, conveyor belts, hooks, and those sorts of things-in addition to actually coming into contact with a food product.
Applications:
Applications of ozone include, increased yeild of certain crops, Preserving raw agriculture produces during storage and transport, and sanitizing water used for washing equipment and packaging. However effectiveness of ozone vary widely depending on the nature and composition of food surface, type of microbial contaminant, and the degree of attachment of microorganisms with food.

It was reported that washing of beef carcasses with plain water followed by ozonated water was more effective than that of treatment with trisodium phosphate, acetic acid or a sanitizer.

Ozone use in seafood processing applications has proven to be a great tool in the quest for food safety as it has in many other food processing industries. There are more potential uses for ozone in the commercial seafood industry than many agricultural food based industries. Not only is ozone useful for food safety, but also for fish growing (aquaculture), storage, ozonated ice, and even odor control during processing.